Batch changeovers are an integral part of every manufacturing process. Here we discuss what they are and how to improve them, with a particular emphasis on manual and semi-automated manufacturing environments.
5 min read

What is a changeover in manufacturing?
Changeovers are periods of time at the end of each production run when a manufacturing process stops to prepare for the next production run. It is a special form of planned downtime. A changeover process typically involves one or more of the following…
- equipment or tooling change
- equipment settings change
- raw material change
- product change
- paperwork
How is changeover time measured?
Changeovers are typically measured in minutes or hours. Changeover time is the total time measured from the last part in the current batch run to the first part in the next batch run.

How changeover time impacts productivity
Every minute that a process, cell or assembly line is stopped to carry out a changeover process is one less minute of productive time. If we consider a typical changeover event on a ten person assembly (flow) line, each operator in the sequence will have to complete a changeover process in turn. If each operator is stopped for 30 minutes to complete the changeover process (setup, paperwork, materials, line clearance), then that amounts to 5 hours (10 x 30 minutes) of lost production time in total, a significant chunk of production time!
The benefits of reducing changeover times
The obvious benefit of reducing changeovers is that productive (value add) time increases. That gives your production team more time to produce the required output. Reducing changeover times can also avoid the risk that any momentum that was generated before the changeover is lost. Another positive impact is that batch sizes can be reduced meaning that lead times can reduce and customer satisfaction improves as a result. This also means that inventory levels and WIP (work in process) levels reduce, which frees up space and cash to grow the business.
How to reduce changeover times
Here is our 3-step guide to reducing changeover times…
- Measure changeover time
- Plan for changeovers in advance
- Run a workshop to streamline the changeover process (SMED)
1. Measure changeover time
As the old adage goes, what gets measured gets improved. While changeover times for high volume, automated equipment might be well characterised using traditional OEE software, changeovers are often overlooked in manual or semi-automated manufacturing environments. Traditionally where companies rely on paper-based methods for tracking downtime, changeovers are either poorly measured or ignored
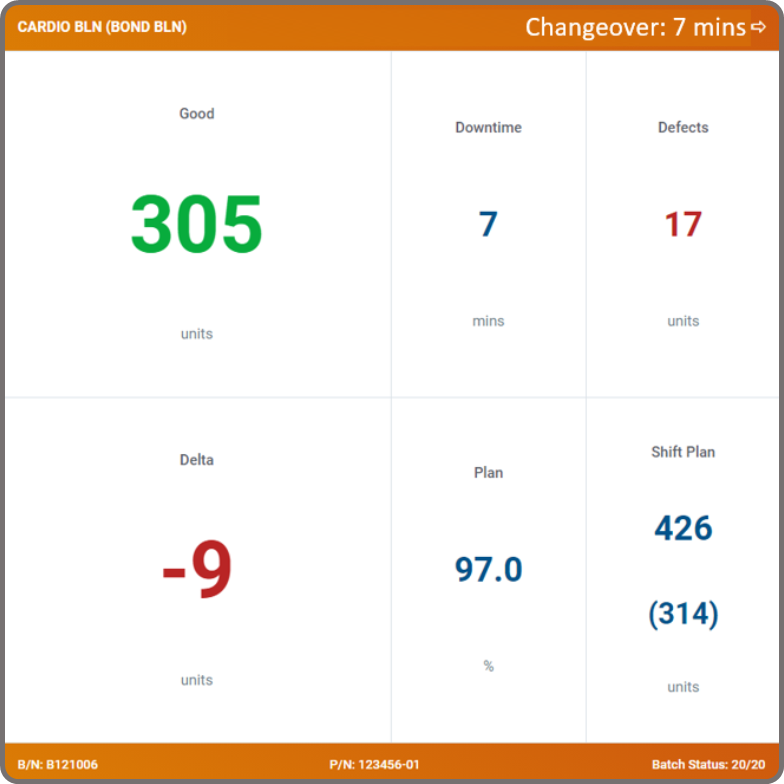
Kt-Pulse enables production operators to track changeovers accurately and quickly through a simple app interface Changeovers (see how) can be paused if a problem arises, allowing the problems to be measured separately.
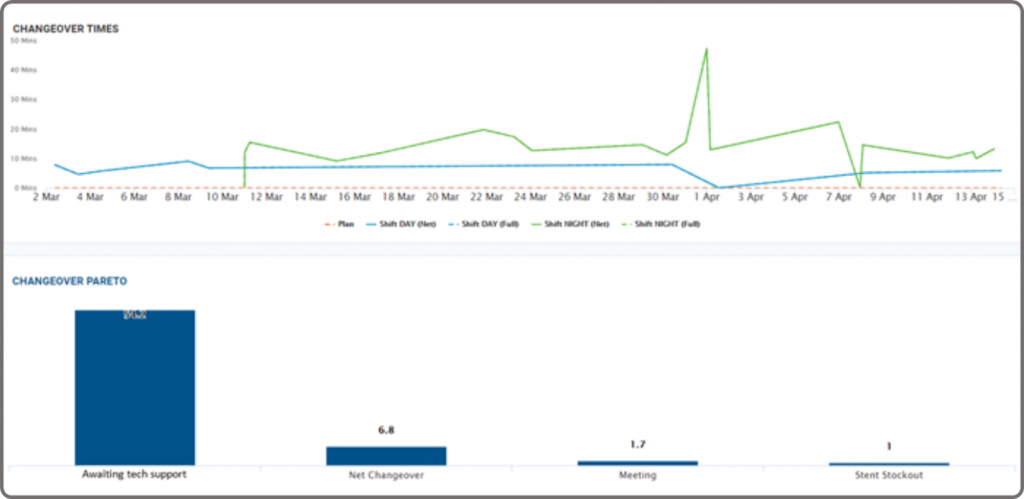
The Kt-Pulse live dashboards indicate precisely how long changeovers are taking so that support teams can respond accordingly, when there is a problem. The trend dashboards show how long changeovers are taking over the longer term and accurately quantify how problems are impacting on changeover time. This provides a roadmap for improvement.
2. Plan for changeovers in advance
A goal without a plan is just a wish. Make sure you have a plan for changeovers if you want to meet your production target more consistently. Changeovers will eat into your scheduled time but you can minimise their impact by being prepared…
- Figure out the best sequence in which to build your production batches. For example, if you have one group of products (type A) that have the same setup and another group of products (type B) that have a very different setup, minimise the number of times you switch from type A to type B, and vice versa, throughout the shift. This will reduce the total amount of setup (changeover) time required. This is only possible, of course, if the demand plan allows for some flexibility in the build order.
- Kit the next 2-3 production orders in advance. If the changeover process typically takes 10 minutes but the production operators have to wait 15 minutes to be told what to build next, then this is an extra 15 minutes lost unnecessarily. Make the plan visible and make sure that paperwork and raw materials are prepared in advance so that the production operators hit the ground running at changeover time.
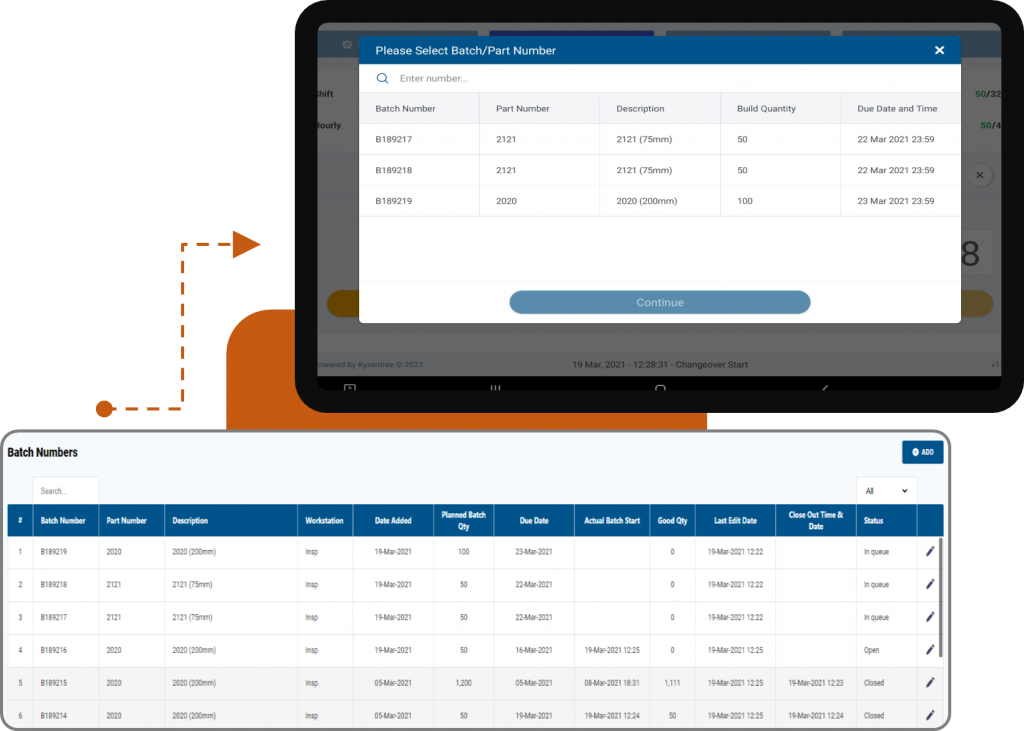
Kt-Pulse enables you to add batch and part numbers into the system so that the production operators can see what work order is coming next. You will also be able to see precisely when a changeover process starts and finishes in the events list
3. Run a workshop to streamline the changeover process (SMED)
In order to create a step change in how long changeovers take, it can be very useful to run a focused workshop to do so. SMED (Single Minute Exchange of Die) is a popular approach. SMED was developed by Shigeo Shingo in the 1950’s and 1960’s to improve efficiency and to reduce the amount of inventory that is held in reserve.
The SMED approach can be summarised in these six steps…
- Observe the current changeover process and document it (involve a cross functional team including operators)
- Split the changeover process into a sequenced list of steps
- Categorise each sub task as Internal Setup (tasks that occur while a process or machine is down) and External Setup (any preparatory work that can occur while the process or machine is running)
- Convert as many of the Internal tasks to External as possible, i.e. tasks that can be done while the process is still running is beneficial over doing them when the process has stopped. This is where a team lead can be very useful!
- Optimise the sequence of tasks and how each one is carried out by brainstorming improvement opportunities during a changeover process. The goal is to remove any unnecessary tasks and to make the changeover process faster and more consistent
- Document and train employees on the new changeover process to standardise how they are carried out in the future
Make sure to have experienced production operators on the SMED team. They have a huge amount of knowledge of the processes and if they are involved in developing the solution, it is more likely to stick.
Very often the SMED process is an iterative process that happens on a periodic basis. The Kt-Pulse analytics dashboards can spot negative trends in the changeover process, which is very useful during a SMED exercise. Examples of how Kt-Pulse has helped quantify problems…
- switching from product type A to type C is three times longer than switching from product type B to C
- operators have to search for a tool when carrying out the changeover process, which delays them by ten minutes
- changeovers take twice as long on night shift versus day shift because there is a longer wait time for technical support
Request a free demo: Measuring and reducing changeover times will reduce the amount of lost time per shift. Kt-Pulse is the first app-based product that accurately measures changeovers in manual and semi-automated manufacturing environments. Kt-Pulse highlights, in real-time, if changeovers are taking longer than necessary, so that appropriate action can be taken quickly. It also produces analytics that point to how changeover times can be reduced. If you’d like to see for yourself how Kyzentree’s software, Kt-Pulse, can help you to reduce your changeover times, book a one-to-one, no obligation consultation today and we’ll showcase the benefits to you
About Kyzentree: We are a recognised leader in improving productivity by making it easy to visualise and manage manufacturing operations. We specialise in operator-driven processes. We have brought together a team of manufacturing, lean-sigma and technology experts to bring you our flagship product Kt-Pulse™. Kt-Pulse is an app-based software solution built exclusively for monitoring any type of manual assembly, inspection or packaging process.